
金屬軟管斷裂原因分析
本研究所分析的金屬軟管為ASS 型結構,如圖1所示。在使用過程中發生了斷裂,其余部分位置則卡死不能伸縮。故障時行駛里程為3萬多km(標準要求是保證10萬km內不失效) ,其使用壽命遠遠低于預期。經市場返回的統計數據,同類型的金屬軟管發生較大比例斷裂,其斷裂的里程基本都集中在4萬km 以下。本研究對失效的金屬軟管進行宏觀分析、斷口分析、金相分析、能譜分析等,找到金屬軟管發生斷裂和卡死失效的原因,并提出改進建議。
一、實驗過程與結果
1.1 宏觀分析
金屬軟管的宏觀形貌如圖2a所示,表面布滿泥土,呈土黃色,內表面則有黑色的積碳。斷裂位置在靠近發動機一端約2 ~ 4扣處,斷裂處的細節如圖2b所示,在外側表面可以看到殘留的斷口。將斷裂處拉開后如圖2c所示。將斷裂部分切下后,打開纏繞的S型鋼帶,可見有2個方向的裂紋,一是在折彎處的呈周向的裂紋(圖2d) ,另一處是呈軸向(或縱向,圖2e) 的裂紋,兩個方向裂紋交匯時,最終導致了排氣管斷裂。周向的裂紋相對來說較平直,縱向的裂紋有的平直有的則比較曲折,斷裂處截面非常的薄。

圖1 金屬軟管宏觀及縱向剖視圖
1.2 斷口宏、微觀觀察
將金屬軟管的周向和縱向斷口都放置在掃描電鏡內觀察,其周向斷口的截面均非常薄,約0.02 mm,有的已被磨損,局部保存完好區域的斷口微觀如圖3a、圖3b所示,起源為線源,斷口的特征為疲勞,源區未見異常; 圖3c、圖3d所示為縱向斷口的低倍形貌,從內側表面起源,線源,斷口微觀特征如圖3d 所示,為疲勞特征。縱向斷口截面厚度約0.4 mm。
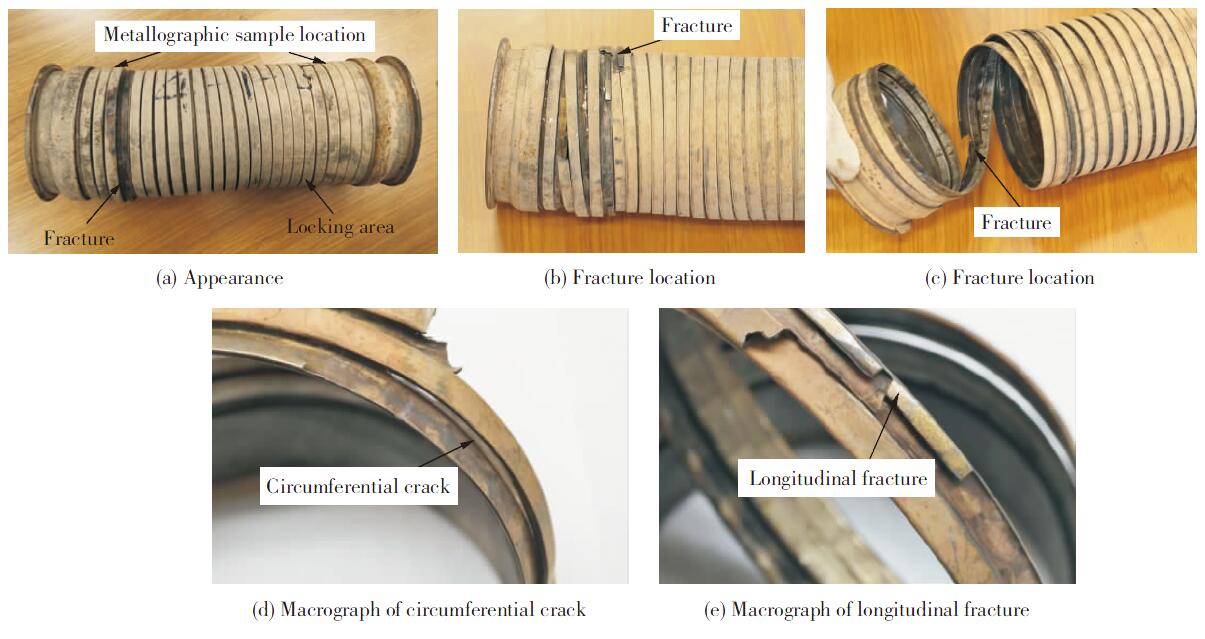
圖2 金屬軟管斷裂位置及斷口形貌
1.3 化學分析
對金屬軟管進行化學成分檢測,結果如表2所示。其中Cr、Ni 含量剛好在304 不銹鋼的成分要求的下限。

表2 金屬軟管化學成分檢測結果( 質量分數/%)
1.4 硬度檢測
對金屬軟管的金相截面進行顯微硬度測試,結果如表3所示。在折彎處由于原材料加工硬化的影響,其硬度比非折彎處高。
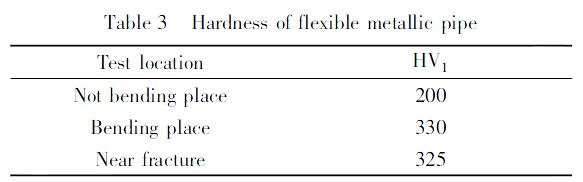
表3 金屬軟管金相截面硬度測試結果
二、分析與討論
金屬軟管的裂紋有兩個方向,一是沿著S型折彎處的周向裂紋,從表面起源,為線源,沿著軟管的截面厚度方向擴展;另一個是呈縱向(或軸向) 的裂紋,也是從表面起源,為線源,沿著截面厚度方向擴展;當兩個方向的裂紋交匯后,最終導致了金屬軟管的斷裂。通過對周向折彎處的斷口以及縱向斷口做微觀分析發現,斷裂源均為線源,源區無明顯材料缺陷,斷口擴展區的特征均為疲勞特征。另外,其斷口截面均存在不同程度的減薄,觀察到的斷裂截面最薄處僅僅為0.02 mm(其他未磨損區域的截面厚度則約為0.6mm) ;斷口截面雖變薄,但斷口附近并無變形痕跡,說明其截面的變薄并非因塑性拉伸引起。

而斷口附近的鋼帶表面存在明顯的磨損痕跡,其磨損特征為粘著磨損+ 磨粒磨損。據文獻報道,304不銹鋼如與摩擦副發生摩擦,也主要以粘著磨損機制為主,且隨著表面摩擦的進行,表層組織會發生馬氏體轉變。在載荷和摩擦剪切應力的作用下,由于表層晶粒細化、以及高密度位錯的綜合作用使得304不銹鋼的顯微硬度增大; 因此,在本案例中,金屬軟管斷口附近的顯微硬度比基體稍高,但其顯微硬度的提高并不能提升其疲勞性能,第一是軟管截面本身較薄,并且隨著磨損的消耗,截面變得更薄,其疲勞性能隨著下降。另外,表層誘發馬氏體的增加對SUS304奧氏體不銹鋼的磨損無明顯影響。因此可以這樣說,雖然在摩擦的過程中, 304不銹鋼表面出現了馬氏體,顯微硬度也升高,但這不能阻止不銹鋼薄板表面的材料損耗以及疲勞強度的下降。

在本研究中,除了粘著磨損,其表面還有磨粒磨損的痕跡,這些磨粒成分主要是Si、O之類,是外界帶入的塵土或泥沙顆粒混入了金屬軟管間隙,磨粒加劇了不銹鋼帶的磨損。泥沙滲入除了加劇磨損之外,更造成了金屬軟管不能再自由伸縮,即發生卡死現象。而金屬軟管部分區域卡死,也造成了其他區域的受力異常,更加速了此區域的斷裂的發生。

金屬軟管的結構是由雙層304不銹鋼薄帶纏繞內扣而成,屬于ASS結構,其鋼帶之間存在一定間隙,在振動過程中,相互接觸的鋼帶摩擦磨損不可避免; 且車輛屬于工程車,工作環境十分惡劣,行駛過程中泥漿、水、塵土等會逐漸帶入金屬軟管的間隙處,成為摩擦副之間的磨粒,加劇磨損。當進入鋼帶間隙的泥沙等異物逐漸增多,最終會導致金屬軟管卡死。因此,防止金屬軟管發生類似失效的方法是: 第一,采用威斯法利DSS型軟管,該軟管特殊的結構可以防止泥沙滲入內部; 第二,適當加厚鋼帶的截面厚度,提高疲勞性能; 第三,不要將軟管安裝在車輪附近。
三、結論與建議

2) 改進建議: 采用威斯法利DSS 型軟管;適當增加鋼帶的厚度;不要將軟管安裝在車輪附近。
- 上一篇:波紋金屬軟管的結構、選型和安裝注意事項 2017/4/28
- 下一篇:公司召開2016年度質量管理評審會 2017/4/5